by Paul Crozier | Jul 28, | HiTech Health Latest News
Many Cell and Gene Therapy (CGT) companies outsource product development and manufacturing activities to a Contract Development and Manufacturing Organisation (CDMO). It is critical to ensure that an informed decision is made when selecting a CDMO to prevent future disruption to the intricate supply chains of cell and gene therapies and ultimately patients. HiTech Health explores 5 key considerations for a cross-functional team to examine when partaking in the CDMO selection process.
- Does your CDMO have an experienced CGT team?
The complex and time-sensitive nature of CGT manufacturing processes makes it imperative to select a CDMO with a team who have deep knowledge of cell and gene therapies. The technical and regulatory landscapes in the CGT industry are changing frequently and ensuring your CDMO has in-depth expertise and flexibility is crucial to success. Assessing the CGT experience of the proposed CDMO team could reduce the risk of knowledge gaps later. A CDMO may have a strong track record of developing and manufacturing small molecule products and biologics but may have limited experience of CGTs. Are sufficient resources in place now and into the future?
- Is there an integrated project management approach defined by the CDMO?
If you have shortlisted potential CDMO partners, have you enquired about their project management approach? How do the proposed approaches differ among the potential partners? Having an integrated project management approach that ensures seamless alignment between production, supply chain, QC testing personnel and many other functions is paramount given the stringent timeframe for supplying CGTs to patients. Understanding how frequently you will meet with the assigned CDMO project manager and how they will communicate with you should be clearly defined from the beginning.
- Does the CDMO practice effective Quality by Design (QbD)?
Considering if a CDMO practices Quality by Design (QbD) is an important part of the due diligence process. The CDMO team may work closely with you to measure, analyse and report on the quality attributes of the CGT product. The team members who develop your upstream regulatory strategy and initial CMC plan need to be able to work closely with a trusted CDMO partner who can ensure quality and compliance goals are met. Have you considered an on-site audit of the CDMO before the final selection?
- How flexible is the potential CDMO partner?
During the due diligence assessment, look at the CDMO’s internal systems and workflows for a true indication of their fit as a potential partner. The CDMO should be experienced and agile to help you navigate unforeseen challenges, open and transparent to help you mitigate risks and control your costs as well as being fully committed to the ultimate goal of providing CGTs to the patients who vitally need them. These are the characteristics of a resilient and long-lasting partnership, and the indicators of future success.
From the start of a project, the right CDMO will encourage an ongoing dialogue about the quality, pace and cost considerations of your project. They will focus on developing a robust and scalable approach that will work for the entire lifecycle of your project.
- Is there a Business Continuity Plan (BCP) that has been implemented and managed effectively by the CDMO?
The CDMO’s ability to maintain essential functions during and after an unforeseen event has occurred is very important and should be assessed prior to signing a contract. Business continuity planning, in this case, relates to establishing risk management processes and procedures that aim to prevent interruptions to manufacturing and supplying CGTs. If an unforeseen event occurs, such as critical components not being available, how will the CDMO mitigate or manage the issues to ensure the effects on operations are minimised. Have you requested a copy of your shortlisted CDMO’s business continuity plan?
Learn more about our cell and gene therapy services by clicking here
Find us on LinkedIn
Contact: info@hitech-health.com
by Chris Colhoun | Jun 19, | HiTech Health Latest News
HiTech Health today announced that the company has been granted a Manufacturer’s/Importation Authorisation (MIA) for Investigational Medicinal Products (IMP) by the Medicines and Healthcare Products Regulatory Agency (MHRA). The company is now authorised to perform batch certification and import oversight for UK clinical trials. This achievement underscores commitment to meeting the highest standards of quality and safety in pharmaceutical products and advanced therapies, as set forth by the MHRA.
HiTech Health’s Qualified Personnel (QPs) can perform batch importation and certification for EU countries and the UK, thereby streamlining clinical supply chains for the sponsors. HiTech Health is dedicated to working closely with pharmaceutical and advanced therapy developers to bring new products to patients.
If you would like further information please email: info@hitech-health.com
Learn more about our services by clicking here
Find us on LinkedIn
by Chris Colhoun | May 17, | HiTech Health Latest News
At the Advanced Therapies Congress 2024 in London, Amina Al-Mossawi, a Qualified Person (QP) at Hitech Health, delivered vital insights on the crucial considerations for biotech firms when selecting a Contract Development and Manufacturing Organisation (CDMO). With extensive experience in both clinical and pharmaceutical settings, Amina’s guidance is invaluable for companies aiming to navigate the complex landscape of cell therapy manufacturing.
During her presentation, Amina emphasised the importance of aligning with a CDMO that meets the specific needs of a therapy from development through to commercialisation. She also explained that this alignment proves crucial to the success rate of new therapies in the highly competitive and rapidly evolving biotech industry.
Understanding the Full Scope of CDMO Services
Amina also pointed out that a competent CDMO must fully grasp the intended purpose of the therapy and the demographics of the patients it targets. This deep understanding proves critical for developing, scaling up, and managing the commercial supply chain of new therapies. She further stressed the importance of technical proficiency, particularly in adhering to Good Manufacturing Practice (GMP) and Good Distribution Practice (GDP).
The Financial and Strategic Stakes of CDMO Selection
“Selecting the right CDMO involves more than evaluating technical capabilities,” Amina stated. As a result, financial considerations and strategic planning play pivotal roles. Thus, biotech firms must prepare to manage unexpected costs and complexities, such as those arising from Brexit and other regulatory changes.
Risk Management in CDMO Partnerships
In particular, A significant portion of Amina’s speech addressed the risks associated with miscommunication and the dangers of partnering with CDMOs that do not tailor their services to meet client needs. “Clear, realistic communication and expectations form the foundation of any successful partnership,” Amina advised.
A Call for Tailored CDMO Services
Hitech Health is advocating for a shift away from the ‘one-size-fits-all’ approaches prevalent in the CDMO industry, urging companies to seek partners that offer flexibility and customisation. This tailored approach ensures that the unique needs of each therapy and patient group are met, thereby enhancing the potential for clinical and commercial success.
If you’d like to arrange a meeting with Amina to learn more about our services then please email: aal-mossawi@hitech-health.com
Reference : https://personalizemymedicine.com/2024/04/18/advanced-therapies-congress-2024/
by Chris Colhoun | Apr 30, | HiTech Health Latest News
Hitech Health is delighted to announce its latest partnership with CCRM Australia, a not-for-profit organisation supporting regenerative medicine commercialisation in the Australian market. CCRM Australia works to accelerate the commercialisation of regenerative medicine (RM) therapies and related technologies by providing specialist expertise, funding opportunities, and fostering connections between industry, clinicians, researchers, and key stakeholders throughout the country
HiTech Health helps advanced therapy providers through their development, manufacture and supply of products including cell and gene therapies for clinical trials and also for commercial supply to patients around the world. HiTech Health can assist Australian partners by providing strategic input for entering the EU and UK markets, QP certification, auditing and quality assurance support, supply chain and project management. HiTech Health is a CDMO for advanced medicines including cell and gene therapies and can provide analytical and process development as well as GMP manufacturing from new facilities in Galway, Ireland.
CCRM Australia’s vision is to enable unique translational platforms that address the bottlenecks in RM commercialisation, integrate Australia’s strength in stem cell and biomaterials sciences with dynamic business leadership, engage industry partners and link to global nexus of RM commercialisation, and internationalise Australian activities leading to RM Powerhouses.
Learn more about our services by clicking here
Find us on LinkedIn
Schedule a meeting by emailing : info@hitech-health.com
by Chris Colhoun | Feb 14, | HiTech Health Latest News
Ireland, 12th Feb 2024: Hitech Health, a Contract Development and Manufacturing Organisation (CDMO) for advanced therapies, has opened an additional facility in County Galway, Ireland. The new high-specification manufacturing centre is equipped with state-of-the-art technologies to help develop, manufacture and test sterile formulations including cell and gene therapies. Cell and gene therapies offer revolutionary treatments which repair, replace, regenerate and re-engineer genes, cells and tissues to restore normal function or enhance their ability to fight diseases, like cancer.
The new manufacturing centre operates to Good Manufacturing Practice (GMP) standards and is certified to European Medicine Agency (EMA) standards by the Health Products Regulatory Authority (HPRA). It will provide the global Advanced Therapies industry with GMP manufacturing services for their clinical studies, helping to accelerate these novel therapies through commercialisation. The multi-disciplinary team at Hitech Health have extensive experience helping Advanced Therapy developers progress their therapies to help treat unmet medical needs.
The new manufacturing centre adds to Hitech Health’s capabilities for our clients that have been supported since the company was founded in 2013. Hitech Health’s expert team are working with clients including in the US, Europe and the United Kingdom. We are responsible for the certification, release and supply of multiple different cell and gene therapies that are currently in clinical trials.
Brian Harrison, Managing Director of Hitech Health, commented:
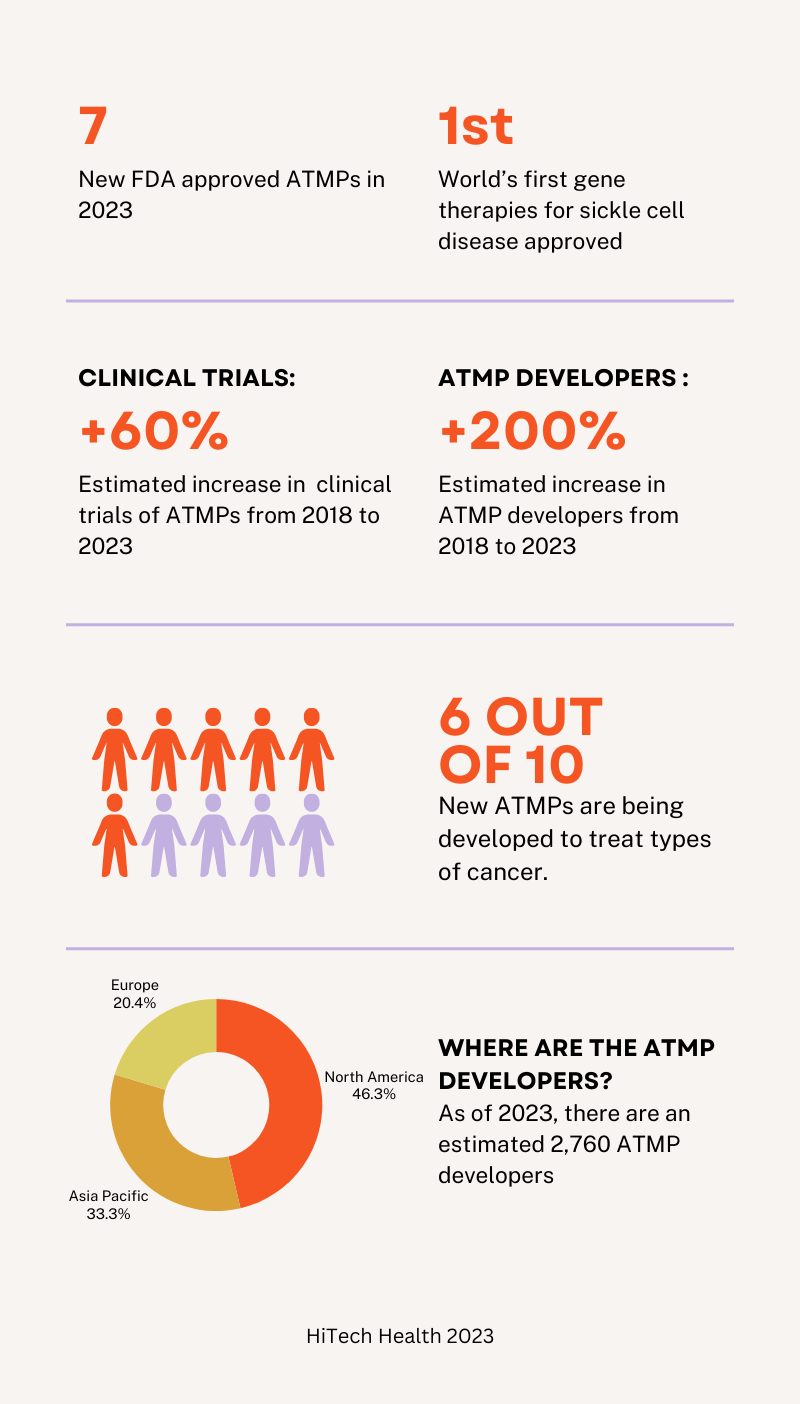
“I am delighted to announce the opening of this manufacturing centre that offers our clients capacity for GMP manufacture of these life changing medicines for treating patients. Partnerships and collaboration are at the core of successful research and innovation and this is a major focus for Hitech Health. Advanced Medicines including cell and Gene Therapy products is the fastest growing sector of new product development. There were 7 new advanced medicines approved by the FDA in 2023. This number is expected to increase to between 10-20 per year by 2025. Hitech Health is a company with the capability to support the development of these new therapies in this fast growing area of medicines which is pivotal for treating patients with rare disease.
Learn more about our services by clicking here
Find us on LinkedIn
Schedule a meeting by emailing : info@hitech-health.com
by Chris Colhoun | Dec 13, | HiTech Health Latest News
The Advanced Therapeutic Medicinal Products (ATMPs) sector is evolving rapidly and new products have already demonstrated the ability to reverse or significantly impact the progression of disease. In recent years, the advent of cell and gene therapies has shown the possibility of providing transformative and potentially curative outcomes for a diverse range of diseases and injuries.
At the end of 2022, there were 26 cell and gene therapies approved in the United States by the FDA. In 2023, an additional 7 cell and gene therapies were approved bringing the total number to 33 approved therapies (1). The largest sub-class of approved therapies are umbilical cord blood derivatives, representing 8 of the 32 cell and gene therapy approvals to date. CAR-T cell therapies represent the next largest segment, composing 6 of the 32 cell and gene therapy approvals (2). The approved CAR-T cell therapies in the U.S. include: Abcema, Breyanzi, Carvykti, Kymriah, Tecartus, and Yescarta.
In December 2023, the FDA approved the first gene therapies, Casgevy and Lyfgenia, for sickle cell disease in patients 12 years or older. Casgevy was developed through a partnership with Vertex Pharmaceuticals and CRISPR Therapeutics while Lyfgenia was developed by Bluebird Bio. Both therapies are made from the patients’ own blood stem cells, which are modified, and are given back as a one-time, single-dose infusion as part of a hematopoietic (blood) stem cell transplant. Prior to treatment, a patients’ own stem cells are collected, and then the patient must undergo myeloablative conditioning (high-dose chemotherapy), a process that removes cells from the bone marrow so they can be replaced with the modified cells in Casgevy and Lyfgenia (3). Casgevy was already approved by the UK’s MHRA on 15th November 2023.
The 33 cell and gene therapies that have been approved by the FDA represent approximately 9% of the estimated 359 approved biologics (4). Although this is a small percentage it does mark significant growth considering the first FDA approval of a cell and gene therapy occurred in 2017, Kymriah.
The FDA has identified a requirement for additional qualified people to manage the growing number of cell and gene therapy submissions. There are currently more than 1,000 cell and gene therapies in clinical development in the U.S., with more than 3,000 in pre-clinical development (5). To meet the growing demands, the US congress authorised new funding for the agency when it reauthorised the new Prescription Drug User Fee Act (PUFA VII) in 2022. This has allowed the FDA to pursue the hiring of new employees for its newly created ‘super office’, named the Office of Therapeutic Products, which replaced the Office of Tissues and Advanced Therapies.
New offices created within the super office structure align disciplines and product types, aiming to allow the FDA’s workforce to address the exponential growth in cell and gene therapies. The transition to the new Office of Therapeutic Products aims to help the FDA meet its expectation of approving 10-20 cell and gene therapies annually by 2025.
In Europe, the EMA had approved 24 ATMPs by the end of 2022, although 7 of the products were subsequently withdrawn from the market or else did not have their Marketing Authorisation (MA) renewed (6). The first ATMP to be approved by the EMA in 2023 was Hemgenix. Hemgenix was developed by Dutch biotechnology company UniQure to treat adults with severe and moderately severe haemophilia B, an inherited bleeding disorder caused by the lack of factor IX (a protein needed to produce blood clots to stop bleeding) (7).
In January 2022, Regulation (EU) 2021/2282 on health technology assessment (HTA) came into effect. The regulation aims to be applied by 12th January 2025 and will therefore take three years to become effective in Member States. The HTA introduces an evidence�based process that will allow the competent EU and national authorities to determine the effectiveness of new or existing health technologies, including cell and gene therapies. From 2025, all cell and gene therapies will undergo a single EU assessment of the value they add to patients and healthcare systems, aiming to end the need for 27 individual reviews. Companies will also meet jointly with the European Medicines Agency and Europe’s HTA coordinating group to discuss and align on the optimal clinical trial designs that deliver data, not only on safety and efficacy but also on added value to the patients and healthcare systems (8, 9).
In 2018, there were approximately 1000 clinical trials and 900 developers according to the Alliance for Regenerative Medicine. As of 2023, there are an estimated 1,687 clinical trials that are on-going and an estimated 2,760 developers. Of the 2760 developers, 1,235 are based in North America, 888 are based in Asia Pacific and 543 are based in Europe. Of the current active clinical trials, 917 trials are in North America, 648 are in the Asia Pacific region and 329 are in Europe (10).
The majority of the clinical trials involve cell therapies or gene-modified cell therapies, accounting for approximately two thirds of the trials. The rest of the trials involve DNA and RNA therapeutics, gene therapies and genone editing. Types of cancer are the most common therapeutic indication, approximately 60% (10).
The data from 2023 shows clear growth in the ATMP sector that is yielding positive outcomes for patients. Over the last several years, the ATMP sector has seen consistently increasing numbers of clinical trials, increases in investment, partnerships, and year-on-year growth in regulatory approvals by both the FDA and the EMA. Challenges undoubtedly lie ahead in 2024 but it is clear that ATMPs are helping patients with unmet medical needs. The strong pipeline of future therapies requires continuous innovation and investment by the regulatory agencies, developers and manufacturers to meet the industry’s requirements.
Hitech Health is a leading European CDMO and service provider for ATMPs including cell and gene therapies. If you require support with the development and manufacturing of an ATMP, schedule a meeting with our team by emailing info@hitech-health.com.
Author: Paul Crozier
Date: 13th December 2023
References
- fda.gov/vaccines-blood-biologics/cellular-gene-therapy-products/approved-cellular-and-gene-therapy-products
- bioinformant.com/u-s-fda-approved-cell-and-gene-therapies
- https://www.fda.gov/news-events/press-announcements/fda-approves-first-gene-therapies-treat-patients-sickle-cell-disease
- cellandgene.com/doc/s-market-outlook-for-cell-and-gene-therapies-0001
- biospace.com/article/fda-braces-for-looming-boom-in-cell-and-gene-therapy-submissions
- ema.europa.eu/en/documents/report/cat-quarterly-highlights-approved-atmps-may-2023_en.pdf
- ema.europa.eu/en/medicines/human/EPAR/hemgenix
- https://www.europeanpharmaceuticalreview.com/article/173762/the-eu-hta-regulation-a-new-frontier-for-access-to-innovative-technologies/
- politico.eu/article/europe-afford-next-generation-medicine/#:~:text=me%20the%20money-,To%20date%2C%20the%20European%20Commission%20has%20authorized%2025%20cell%20and,and%20certain%20types%20of%20cancer.
- alliancerm.org/the-sector-snapshot-august-2023/